免费咨询热线:
133-3779-1118
158-5042-9100


免费咨询热线:
133-3779-1118
158-5042-9100
联系人:金总
电 话:13337791118
邮 箱:632647251@qq.com
网 址:www.tzchichen.com
地 址:泰州市海陵区华港镇李家庄二十组19号
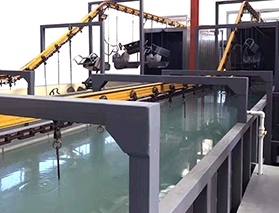
主要用途是除去钢铁表面油、锈和磷化三个部分。因为钢铁制品经常接触大气,由于大气中的氧和水以及可能含有的SO2、CO2、H2S等的作用,很容易发生腐蚀,导致制品性能降低甚至损坏。因此,必须在涂装前处理中消除影响涂层质量的不利因素,以提高涂层的保护性能,这对于钢铁制品来说是十分重要的。

1.除油:轻微油污,可与除锈工艺合并一起进行酸洗处理;重度油污,采用低碱液除油脂。利用低碱对植物油的皂化反应,形成溶于水的皂化物达到除油脂的目的。低碱液除油脂的使用温度为常温~80℃,PH值为9~12, 处理时间 5~20min。
2.除锈:所有的氧化皮、锈迹、锈皮、涂料痕迹等采用酸洗磷化方式处理。氧化及锈蚀严重的,应使用前处理涂装设备先做喷砂处理或用角磨机打磨,再进行酸洗磷化处理.
3.酸洗磷化:酸洗是利用酸对氧化物溶解以及腐蚀产生氢气的机械剥离作用达到除锈和除氧化皮的目的。酸洗温度在常温~80℃,浓度10%~40%,在酸洗除锈除氧化皮槽液中,必须加入适量的缓蚀剂。
4.保护表面处理完毕后,应做好防护,避免人员抚摸和油污、灰尘等杂物的二次污染。
5.预处理后检查:目测金属件表面无油污、污痕、灰尘、残存的漆膜或焊渣.清洗后的工件用白布或白纸揩拭,观察白布或白纸上留有的污迹。不留污迹为合格,留有污迹为不合格。

扫码咨询 |
手机站 |